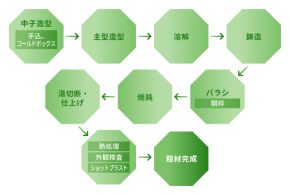
液状の樹脂と硬化剤を用いて化学反応により、常温で時間経過によって鋳型を硬化させるプロセスで、熱やガスを用いないため、型の大きさに制約がない、木型が使用でき大物鋳物・単品鋳物に適するというのが特徴です。ただし、砂温・気温などの温度影響が大きく、時間経過と共に鋳型強度が変化するため、砂の混練・型込め作業において時間・温度管理が必要となります。当社では、フラン系樹脂を採用しております。
コールドボックス法(中子造型)
アミンガスを通気して鋳型を瞬時に硬化させる方法で、全く熱を使用せずに常温で成形が可能であるので、コールドボックス法と呼ばれます。
砂の流動性が良く寸法精度も高いため、複雑形状の中子造型に採用しております。また、木型を使用できることから試作品の中子造型に採用しています。

作業風景

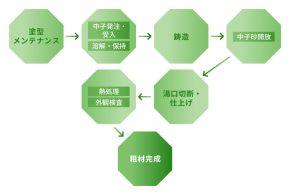
造型作業

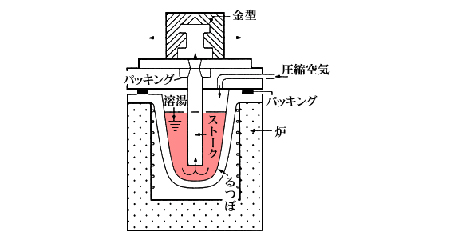
砂型
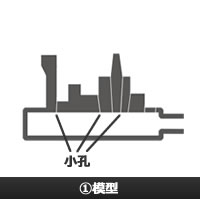
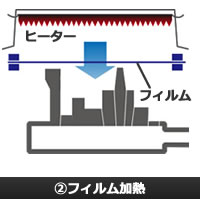
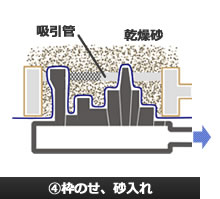
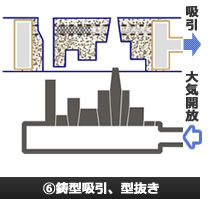
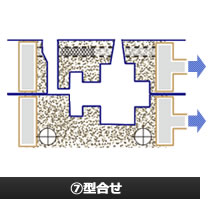
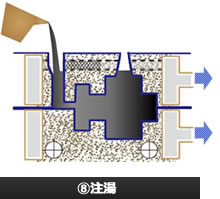
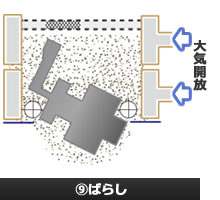
Vプロセス鋳造とは、粘結剤、添加剤を使用せず、乾燥させたけい砂と薄いプラスティックフィルムで鋳型を造る方法で、この方法を利用することにより、練作業がなく模型の磨耗が少ない、型ばらしが容易、砂処理が簡単に行えるという点で効率的な作業が可能になります。
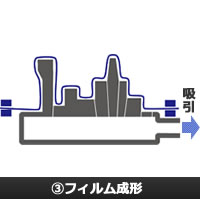
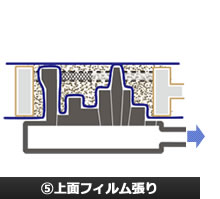

フィルム成形

注湯